SEMANA 01
¿ QUÉ ES LA FABRICACIÓN DIGITAL ?
La fabricación digital es un proceso de trabajo de diseño y fabricación en el que los datos digitales permiten a los equipos de fabricación crear diversas geometrías de piezas. Estos datos suelen venir del CAD (diseño asistido por ordenador) que después se transfiere al software de CAM (fabricación asistida por ordenador). El producto del software CAM son datos que dirigen una herramienta específica fabricación aditiva y sustractiva, como una impresora 3D o una fresadora CNC.
Existe una amplia variedad de herramientas de fabricación digital, desde máquinas para aficionados a equipos industriales usados en la fabricación.
La Fabricación Digital es un sistema integrado, asistido por computadora, el cual elabora un producto a partir del diseño de un objeto en un software CAD. Este concepto engloba además de la Impresión 3D, al proceso de Mecanizado CNC, Corte Láser, Digitizado 3D y Robótica

Funcionamiento de la fabricación digital
A. Diseño
El primer paso es crear un diseño digital utilizando software CAD. Para poder introducir sus datos en la herramienta de fabricación, el modelo 3D se exporta como una malla triangulada, que describe la geometría de forma uniforme como puntos o vértices en la superficie, las caras entre esos vértices, los bordes de esas caras y, en algunos casos, los vectores normales y la información sobre el color de cada cara.
B. Preparación
El software de preparación de impresiones o la herramienta de vista por capas sirven como intermediario entre la malla virtual y el modelo fabricado para la impresión 3D. En este paso, se añaden los parámetros de fabricación y los ajustes específicos de la herramienta de fabricación para proporcionar lo que es esencialmente una lista de instrucciones que la impresora ha de seguir. Esto genera un archivo CAM que se envía a la impresora. En operaciones de mecanizado, el software de simulación se combina con los datos que introduce el usuario para generar trayectorias que guían a la herramienta de corte a través de la geometría de la pieza. Se tiene en cuenta la velocidad de la herramienta de corte y la velocidad de alimentación del material.
C. Fabricación
Las herramientas de fabricación fabrican piezas basándose en datos de fabricación asistida por ordenador, con poca o ninguna asistencia o interacción humana. Las piezas fabricadas suelen requerir algún tipo de acabado para obtener sus propiedades finales y su apariencia antes de estar listas para usarse.
Cómo empezar a realizar la fabricación digital
-
CAD
Hay varias aproximaciones para convertir una idea en un diseño digital:
El modelado sólido es una manera tradicional de crear objetos 3D que se orienta principalmente a los movimientos lineales para traducir la intención del diseño a geometrías. Los sólidos se combinan y se les da un acabado con transiciones para hacerlos directamente aptos para la fabricación digital. Entre las funciones avanzadas se incluyen las extrusiones dibujadas, los listones de curvatura y las operaciones de modelado.
El modelado de superficies puede realizarse en la mayoría de programas de modelado de sólidos contemporáneos, como Autodesk Fusión 360, Solidworks, Catia, Rhinoceros y SolidEdge. En este caso, todas las superfícies exteriores de la geometría se definen individualmente, lo que permite geometrías más avanzadas como las transiciones entre múltiples superficies contiguas.
El escaneado 3D se ha convertido en una ruta accesible para obtener un modelo imprimible en 3D. Las soluciones asequibles y las nuevas aplicaciones que funcionan con tecnología de fotogrametría basada en cámaras ofrecen un gran equilibrio entre velocidad, precisión y coste. Sin embargo, los escaneos no se traducen directamente en archivos imprimibles en 3D y requieren muchas modificaciones con software de edición de mallas.
2. Vectores
Los sistemas bidimensionales como las máquinas CNC y las cortadoras láser pueden basar su trabajo en archivos exportados desde un software vectorial como Adobe Illustrator. Aunque es un paquete muy completo, realizar dibujos básicos no requiere habilidades muy avanzadas aparte de una familiaridad básica con la herramienta de bolígrafo, la creación de patrones, la función de Calco interactivo, la herramienta Buscatrazos y un complemento para crear esquinas redondeadas.
3. Preparación de mallas
Un modelo 3D que abandona un paquete de software de diseño como un modelo de malla ya está preparado para la impresión 3D. La clave es tener una malla hermética, es decir, que todos los triángulos deben estar conectados y no deben superponerse con las normales orientadas en la misma dirección. Un enfoque sólido para el modelado suele generar una malla hermética, pero el modelado de superficies y el diseño generativo requieren comprobar que no haya superficies dobles ni colisiones de volumen.
Hay muchas herramientas para reparar y optimizar mallas, como Meshlab. Idealmente, tendrás que invertir en una herramienta que te permita editar vértices/caras concretos y realizar tareas booleanas. Meshmixer es un programa gratuito genial para optimizar el número de triángulos y te permite volver a esculpir tu objeto, mientras que Blender te permite realizar operaciones booleanas.
4. Diseño orientado a la fabricación digital
Mientras que las herramientas de fabricación digital ofrecen una gran libertad de diseño, es recomendable pasar un tiempo optimizando las geometrías de las piezas para asegurar que la producción sea eficiente y las piezas, de alta calidad. Asegúrate de estudiar exhaustivamente todas las posibilidades y limitaciones de tu máquina, del material, del software de diseño y el proceso de fabricación que piensas usar. Encuentra el tiempo para experimentar a fondo y conseguir las metas que quieres alcanzar antes de lanzarte.
5. Empieza a trabajar con la impresión 3D
Las impresoras 3D son herramientas de fabricación digital fáciles de usar y accesibles para espacios de trabajo personales, talleres de mecanizado y talleres convencionales.
Equipos para la fabricación digital
-
Cortadoras por chorro de agua usan agua mezclada con abrasivos y presión alta para cortar a través de casi cualquier material.
-
Cortadoras láser usan un láser para cortar, son herramientas rentables, rápidas y fáciles de usar para grabar o cortar materiales finos en láminas planas.
-
Impresoras 3D de modelado por deposición fundida (FDM) son las que fabrican objetos al derretir y extrudir un filamento termoplástico.
-
Estereolitografía (SLA) usa un láser para curar la resina líquida y convertirla en plástico endurecido, en un proceso llamado foto polimerización.
-
Impresoras 3D de sinterizado selectivo por láser (SLS) usan un láser de alta potencia para fundir pequeñas partículas de polvo de polímero.
Ventajas de la Fabricación Digital
-
Se acortan los Tiempos de Producción: Por lo general la Fabricación Digital no requiere de otras herramientas especiales o procesos tradicionales como el de fundición, los cuales son muy prolongados. La Fabricación Digital tiene una gran ventaja al poder desarrollar objetos de manera rápida. Cuenta con gran flexibilidad en todo el proceso, que permite reducir los tiempos en distintas etapas.
-
Reduce costos de Proyectos: Por medio del uso de estas herramientas en el desarrollo de prototipos, como las Routeadoras CNC, permite desarrollar modelos a escala 1:1 o real, para validar ensamblajes, formas, dimensiones antes del inicio de producción. De esta manera se evitan modificaciones en los moldes ya prediseñados, los cuales son muy complejos y costosos.
-
Disminuye Residuos : Todas las herramientas de Fabricación Digital, permiten calcular mediante su software, tiempos, materiales y recursos que se van a emplear, previo a la realización del trabajo. El proceso de Corte Láser, utiliza un haz de alta potencia, que graba y cala planchas de distintos materiales sin dejar residuos en el proceso, lo cual permite que se emplee en laboratorios del sector educativo e industrial.
-
Oportunidad para el Prototipado: Los sistemas robóticos no sólo permiten automatizar procesos en traslados de materiales de un punto a otro, si no también cuenta con multifunciones en lo que respecta a la Fabricación Digital, logrando por ejemplo, simular los procesos de impresión 3D y grabado láser, por medio de un brazo robótico únicamente.
-
Compartir Experiencias: Hoy en día la accesibilidad al internet no es una dificultad. Al momento de crear proyectos dando solución a un problema real puede ser compartido con personas de otro país, se puede enviar los archivos dando la autoridad para que puedan fabricarlo. Todo esto se conoce como “conocimiento libre o abierto”.
Fuente: https://krear3d.com/blog/noticias/cuales-son-las-ventajas-de-la-fabricacion-digital/
Diseño asistido por computadora:
Computer Aided Design (CAD)
En un concepto mas amplio los programas CAD permiten simular el funcionamiento de un producto. Ejemplos de programas CAD son MicroStation, Inventor, SolidWorks y AutoCad.
El CAD es utilizado actualmente en múltiples áreas de la industria como la industria mecánica, automotriz, naval, aérea, aeroespacial, de medicina, de construcción y arquitectura, tecnología de información, publicidad, moda, interiorismo, etc.
El CAD se divide en:
-
Programas de Dibujo o Diseño 2D
-
Programas de Diseño 3D.
Los programas de dibujo o diseño 2D son herramientas para diseñar en dos dimensiones basadas en el uso de vectores a partir de puntos, líneas, arcos y polígonos.
Los programas de diseño 3D son herramientas de diseño sofisticadas que mediante una interfaz grafica se pueden proyectar modelos en tres dimensiones.
A diferencia de los programas de dibujo en los que solamente se trabaja en dos dimensiones enfocados en gráficos, los programas de diseño 3D al contar con tres dimensiones de proyección se puede dibujar en dos dimensiones. Las dos dimensiones en un programa CAD son comúnmente utilizadas para hacer trazos de apoyo para el futuro modelado tridimensional del objeto.
TIPOS DE SOFTWARE CAD.
Algunos de los más importantes softwar son:
2D:
§Autodesk AutoCAD.
Adobe lustrador.
3D:
Solidworks.
Autodesk Inventor o Fusión.
SketchUp.
3D Studio Max
Ventajas y desventajas de usar modelado asistido por computadora
Ventajas:
-
Se pueden hacer cambios a las ideas de manera rápida y fácil por la transferencia electrónica de archivos
-
La comunicación con él con el cliente es más fácil.
-
La fabricación del producto puede ser más fácil.
-
Puede evitar errores costosos.
-
Reduce los costos ya que no se necesitan prototipos adicionales.
-
Ahorra tiempo a través de prácticas de trabajo eficientes.
-
Posee alta precisión y fidelidad.
Desventajas:
-
Costos de software y hardware.
-
Se necesita entrenamiento especial.
-
Curva de aprendizaje grande.
-
Requiere más información precisa.
-
Más conceptos del diseño asistido por computador:
-
Para producir un modelo 3D utilizando tecnologías CNC (control numérico por computadora) o RP (creación rápida de prototipos)
-
Realidad virtual: la capacidad de simular una situación real en la pantalla e interactuar con ella de una manera casi natural.
-
Animación: La capacidad de vincular pantallas gráficas de manera tal que simule movimiento o un proceso.
Ingeniería asistida por ordenador (CAE)
La ingeniería asistida por ordenador (CAE) consiste en el uso de software para simular el rendimiento con el objetivo de mejorar los diseños de los productos o de contribuir a la resolución de problemas de ingeniería para sectores muy diversos. Incluye la simulación, la validación y la optimización de productos, procesos y herramientas de fabricación.
Un proceso típico de CAE consta de una serie de pasos de preprocesamiento, resolución y postprocesamiento. En la fase de preprocesamiento, los ingenieros modelan la geometría (o una representación del sistema) y las propiedades físicas del diseño, así como el entorno en forma de cargas o limitaciones aplicadas. A continuación, el modelo se resuelve aplicando una fórmula matemática adecuada de la física subyacente. En la fase de postprocesamiento, los resultados se presentan al ingeniero para su revisión
Fabricación asistida por ordenador (CAM)
Generalmente, la fabricación asistida por ordenador (CAM) consiste en el uso de aplicaciones de software de control numérico (NC) con el objetivo de crear instrucciones detalladas (código G) que impulsen las máquinas-herramienta de control numérico por ordenador (CNC) para las piezas de fabricación. Las fabricantes de sectores muy diferentes dependen de las funciones de la CAM para fabricar piezas de alta calidad.
Una definición más amplia de la CAM puede incluir el uso de las aplicaciones de ordenador para definir un plan de fabricación para el diseño de herramientas, el diseño asistido por ordenador (CAD), la preparación de modelos, la programación NC, la programación de inspección de máquinas de medición por coordenadas (CMM), la simulación de máquina-herramienta o el postprocesamiento. A continuación, el plan se ejecuta en un entorno de producción, como el control numérico directo (DNC), la gestión de herramientas, el mecanizado CNC o la ejecución CMM.
(Fuente:https://www.plm.automation.siemens.com/global/es/our-story/glossary/computer-aided-engineering-cae/13112)
SEMANA 02
1. Diseño Digital 3D
Entre los programas de modelado de 3D TENEMOS:
Tinkercad
Es un programa de modelado 3D en línea gratuito, ofrecida por Autodesk ,que se ejecuta en un navegador web. Desde que estuvo disponible en 2011, se ha convertido en una plataforma popular para crear modelos para impresión 3D, así como una introducción de nivel de entrada a la geometría sólida constructiva en las escuelas e instituciones educativas.
¿Cómo funciona el Tinkercad?
La interfaz de usuario de Tinkercad es extremadamente intuitiva: simplemente arrastre, suelte, modifique y combine formas 3D para crear un diseño 3D que se puede exportar para impresión 3D. Para usar Tinkercad, deberá configurar una cuenta de Autodesk, que es gratuita y solo lleva un minuto.
Enlace Tinkercad: https://www.tinkercad.com/
COMPARTO MI PRIMER DISEÑO DE PORTA CELULAR EN TINKERCAD



Encabezado 6
2. DISEÑO PARAMÉTRICO
El diseño paramétrico es la abstracción de una idea o concepto, relacionado con los procesos geométricos y matemáticos, que nos permiten manipular con mayor precisión nuestro diseño para llegar a resultados óptimos.
¿Qué es el diseño paramétrico?
El diseño paramétrico es un paradigma de diseño en el cual la relación entre los elementos se utiliza para manipular y comunicar el diseño de geometrías y estructuras complejas.

Fuente: https://geoinnova.org/blog-territorio/sig-diseno-parametrico-autocad/
SEMANA 03
MANUFACTURA ASISTIDA POR COMPUTADORA (CAM)
1. Manufactura aditiva
Tal como un escultor modifica la piedra para crear una estatua, la manufactura tradicional nos permite manipular la materia prima para hacer una forma específica. Pero todo esto cambia con la manufactura aditiva, conocida también como impresión 3D, cuya clave está, justamente, en adherir elementos. En vez de eliminar, se añade material para lograr la pieza deseada. Se trata de una nueva forma de manufactura que está cambiando la manera en que hacemos las cosas.
La fabricación aditiva consiste en la fabricación de piezas a partir de un modelo 3D, sin necesidad de moldes ni utillajes de ningún tipo, mediante la deposición de capas de material y su posterior consolidación, que puede realizarse mediante sinterizado láser, curado por luz ultravioleta o adición de un aglomerante, dependiendo de la tecnología.
¿Qué es la impresión aditiva?
La fabricación aditiva (también conocida como impresión 3D) consiste en la fabricación de piezas a partir de un modelo 3D, sin necesidad de moldes ni utillajes de ningún tipo, mediante la deposición de capas de material y su posterior consolidación, que puede realizarse mediante sinterizado láser, curado por luz.
¿Qué diferencia hay entre la impresión 3D y la fabricación aditiva?
En resumen, la principal diferencia entre la impresión 3D y la fabricación aditiva es que la impresión 3D implica específicamente la creación de objetos mediante la adición de capas de material.
Tipos de impresoras 3D :
-
Tipo de impresora 3D: Extrusión de material.
-
Modelado por deposición fundida (FDM)
-
Tipo de impresora 3D: Polimerización VAT.
-
Estereolitografía (SLA)
-
Procesamiento digital de la luz (DLP)
-
Estereolitografía enmascarada (MSLA)
¿Qué tipo de plástico utilizan las impresoras 3D?
Los principales plásticos utilizados en la impresión 3D son:
Plásticos comunes. ABS, PLA y PET-g son los más utilizados en la impresión 3D de “entry-level”(Nivel Básico) y permiten fabricar piezas económicas y rápidas.
Entre las ventajas que ofrece esta tecnología están el poder reproducir cualquier geometría imaginable, ofrecer una respuesta inmediata a las cambiantes necesidades del mercado y atender la creciente demanda de diferenciación y personalización de los productos por parte de los consumidores.
La fabricación aditiva tiene especial aceptación en los sectores de :
-
Medicina (fabricación de implantes médicos, productos ortopédicos y herramientas quirúrgicas a medida y programación y planificación quirúrgica).
-
Moldes y matrices (fabricación de piezas con canales de refrigeración internos, insertos o moldes híbridos).
-
Aeronáutica.
-
Automoción (fabricación de piezas con estructuras aligeradas o canales internos y sometidas a frecuentes cambios de diseńo),
-
arquitectura y topografía ( fabricación de maquetas) .
-
Educación (fabricación de modelos).
¿Cómo funciona?
Toda la información necesaria para el diseño de la pieza se coloca en un archivo utilizando un software de modelado 3D conocido como Computer Aided Design (CAD). La impresión 3D toma esos diseños digitales y los envía a una máquina aditiva, la cual se compone de capas de polvo metálico o plástico. Cada una se fusiona con un láser o por algún otro medio, y luego se aplica la siguiente capa. El proceso se repite hasta que el objeto ha sido producido. En otras palabras, la manufactura aditiva combina el software con el mundo material.(Fuente:https://gereportslatinoamerica.com/qu%C3%A9-es-la-manufactura-aditiva-1bb774363f35)
SEMANA 14:
Tolerancias y mantenimiento.
cortesia : (https://intelligy.com/blog/2019/08/01/diseno-para-impresion-3d-consejos-para-aplicaciones-de-stratasys/)
Es emocionante diseñar partes complicadas y llevarla a los límites de la tecnología. Al diseñar para la impresión 3D, debe tener en cuenta un par de factores clave para mejorar la calidad de sus compilaciones.
Esos factores son:
-
Tolerancias
-
Espesor de pared
-
Eliminación de soporte
-
Efectivo
La calidad y la libertad de diseño también variarán según la máquina que utilice para imprimir. Desglosaré los factores clave para cuatro de las máquinas Stratasys ,para darles una idea de lo que es posible y dónde están las limitaciones.
Deberá asegurarse de agregar las tolerancias especificadas a cualquier parte móvil, de lo contrario, la parte podría imprimirse pegada a sí misma. Cada tecnología y máquina de impresión 3D tiene sus propias precisiones, esta información definirá la distancia de tolerancia en función de la geometría. El espacio libre para partes móviles debe ser 3 - 4 veces la resolución de construcción de su máquina, el sistema FDM como un Fortus 380 o un uPrintSe plus (por ejemplo, Resolución FDM de construcción: 0.01 ''. Partes móviles: espacio libre 0.03-0.04 '').
Empecemos con las tolerancias.
El hecho de que las especificaciones de una impresora 3D indiquen que esta tiene una "alta resolución" no implica que las piezas que imprimas en 3D vayan a ser precisas o fiables.
Comprender el significado de términos como precisión, fiabilidad y tolerancia es esencial para obtener un rendimiento aceptable de la impresión 3D, sin importar la aplicación. En este artículo vamos a explicar qué significan estos términos y cómo interpretarlos en el contexto de la impresión 3D.
Tolerancia
¿Qué grado de fiabilidad necesitas obtener? La respuesta la define la tolerancia, un valor que a su vez defines tú mismo. ¿Cuánto espacio de maniobra quieres que tenga tu aplicación? ¿Qué grado de variación te parece aceptable en la exactitud de la medición que estás consiguiendo en cada repetición? Eso dependerá de tu proyecto: por ejemplo, un componente con un montaje mecánico dinámico requerirá tolerancias más limitadas que una carcasa sencilla de plástico.
¿Cómo se mide la precisión y tolerancia?
Esa precisión en impresión 3D se mide en desviación de milímetros o porcentual y se expresa de la siguiente manera +/- 0.5 mm o +/- 0.5% lo que sea mayor. Esa desviación se toma en todos los ejes y cotas de la pieza (ancho, largo, alto, perforación, etc).
Esto quiere decir que una pieza, que se va a fabricar con 3D, tendrá una desviación de 0.5 mm hacia arriba o abajo (más chica o grande) o su volumen total se verá con una diferencia del 5% sus medidas totales.
Para entender mejor, veamos un par de ejemplos donde la tolerancia y precisión en impresión 3D sea de 0.5 mm o 0.5%.
· Una pieza mide 10 mm en el modelo digital. Eso quiere decir que podría presentar una desviación de 0.5 mm a esos 10 mm o si usamos el porcentaje, serían 0.05 mm. En este caso, tomamos la mayor, 0.5 mm. La pieza podría medir entre 9.5 y 10.5 mm.
· Una pieza de 150 mm en el modelo digital. La desviación porcentual sería de 0.75 mm, mientras que la fija de la máquina es 0.5 mm. En este caso, tomamos la mayor, 0.75 y la pieza podría medir entre 149.25 y 150.75 mm.
Entre mayor es el tamaño de la pieza, mayor es la desviación que tendrá en sus dimensiones totales (x, y, z), pero sus dimensiones individuales, como perforaciones, ventanas, clips, etc, seguirán manteniendo una desviación menor. Las distancias entre partes, se aplica la misma regla.
Rango de precisión en impresión 3D
Dependerá completamente del modelo a fabricar, la máquina usada, el material y varios factores. Pero con la tecnología se pueden obtener precisiones tan cerradas como 0.01 mm hasta tan abiertas como 2 o 3 cm.
Factores que definen la precisión
Principalmente, la precisión será dada por la máquina y el material utilizado. Por ejemplo, una máquina de escritorio, aunque pudiera procesar el mismo material que una industrial, la industrial será 5 veces más precisa que la de escritorio.
Pero asumiendo que podemos controlar y unificar ese tema, por cómo funciona la tecnología en general, los 3 factores que definen la precisión son la malla del modelo 3D, la resolución de capa y la deformación de la pieza.
Malla y Modelo 3D.
Toda impresión 3D comienza con un modelo 3D que es transformado a una malla mediante el formato universal STL. El STL, es un archivo compuesto de miles o millones de triángulos que indican las posiciones X, Y, Z de cada elemento del modelo. Si tu abres un STL en un editor de texto, no es nada, mas que coordenadas. Esas coordenadas, son las que interpreta la impresora para fabricar.
Pero asumiendo que podemos controlar y unificar ese tema, por cómo funciona la tecnología en general, los 3 factores que definen la precisión son la malla del modelo 3D, la resolución de capa y la deformación de la
pieza.Esa malla se obtiene de exportar un modelo 3D de su software nativo a un modelo teselar (conjunto de polígonos irregulares). Entre más fina sea la exportación del modelo, más pesado será el archivo, ya que existirán muchos más triángulos al cada uno de ellos ser más pequeño. Por el contrario, entre menos triángulo tenga, más ligero será el archivo 3D pero menor detalle tendrá.

Entre más triángulos tenga el modelo, mayor acercamiento tendremos al modelo 3D original y por lo tanto, la pieza fabricada será más fiel a las medidas y geometrías de la pieza diseñada.
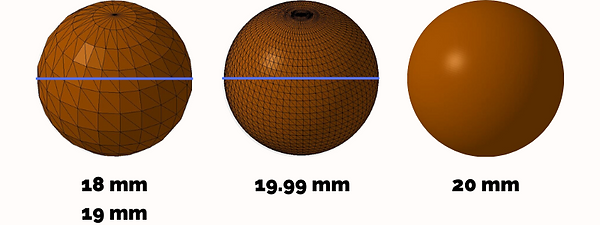
Resolución de capa. Previamente hablamos sobre ellas, la altura de cada capa de construcción de una pieza 3D. Todos los elementos de la pieza, se verán afectados en el eje Z por este concepto, ya que la pieza se irá formando capa por capa.
El grosor de la capa podrá afectar por completo las dimensiones de los elementos de la pieza. Podrá generar desviaciones en dimensión y en forma, derivado a que la aproximación al modelo, estará sujeta por la altura de la capa.
Observa en el siguiente ejemplo, la diferencia de un círculo de 5 mm de diámetro al ser fabricado en el eje Z:

Observamos como, entre más fina la capa, más cercano es a su dimensión total. Entre más grande la capa, el círculo se ve ovalado y completamente desviado de su dimensión total.
Esto sucede con todos los elementos y estará sujeto a cuántas capas puedes fabricar en esa distancia. Ejemplo, 1 mm a una resolución de 0.3 mm, sólo podrá hacer 3 capas, dando un grosor de 0.9 mm, o bien 4 capas, pero el modelo se pasaría por 0.2 mm al tener 1.2 mm.
Por ello, el acomodo de la pieza al momento de imprimir y la selección de qué cara va orientada hacia que eje, es crucial en el momento de fabricar una pieza con partes de precisión.
Deformación. Toda pieza impresa en 3D sufrirá una deformación durante su construcción. Esa deformación va ligada completamente al material utilizado y a la geometría de la pieza. En inglés se conoce como Warping.
La deformación en 3D, sin duda afecta la precisión y funcionalidad de la pieza fabricada. Esta deformación se da en su mayoría por un efecto de calor y enfriamiento, o bien por solidificación de un material líquido.
Todo material que es calentado se va a expandir, y al enfriarse, va a contraerse. Por ejemplo, uno de los plásticos más usados en 3D es el ABS y se contrae un 0.8% cuando se enfría. Un aluminio se contrae un 0.2% después de fabricado.

Esa contracción genera desviaciones geométricas totales en dimensiones, pero sobre todo genera deformaciones de la pieza. Paredes delgadas se ondulan, partes muy planas se deforman y curvean, haciendo que la pieza ya no sea plana. Y entre menos control de temperatura se tenga al fabricar la pieza, mayor será el efecto.
La manera de mitigar esto es completamente cambiando parámetros de impresión, haciendo menos densa la pieza, cambiando su orientación e incluso mejorando el diseño 3D.
Consideraciones finales de la precisión y tolerancia
La Precisión y tolerancia obedecen siempre la siguiente fórmula:
(Plataforma + Material + Diseño ) * Expertiz = Tolerancia y Precisión de la pieza.
Plataforma: ¿Qué equipo de impresión 3D estás usando? ¿Qué tecnología? ¿Equipo industrial, o de escritorio?
Material: La calidad del material es crucial. Materiales económicos, afectan mucho en la precisión.
Diseño: Mediante el diseño se puede optimizar y prevenir muchas fallas en la impresión
Expertiz: Lo fundamental, saber qué tecnología, que material, que posición y como fabricar la pieza.
Aquí hay algunas tolerancias para las siguientes máquinas :
Fortus 380 : las resoluciones de compilación incluyen .005 '', .007 '', .01 '' y .013. '' Tolerancia típica alcanzable +/- .005 1st in .; +/- .001 cada in. Después
uPrintSE plus - uPrint construye resoluciones .01 "o .013". Para el sistema uPrint no hay tolerancia estándar.
La precisión dimensional variará según el tamaño de la pieza, la geometría y la orientación. Estos sistemas están diseñados para producir modelos 3D conceptuales que no requieren típicamente una precisión de hasta unas pocas milésimas de pulgada.
Stratasys PolyJet : entre +/- 0.2 mm. (006 "a .009") para funciones de menos de 2 " Hasta +/- .008" para funciones muy grandes
¿Qué pasa con el espesor de la pared?
El grosor mínimo de la pared recomendado también cambiará según la geometría, pero generalmente recomendamos dos trayectorias de caminos para FDM y .025 '' en espesor de pared para PolyJet. También tenga en cuenta que la altura de la pared también afectará el grosor de pared mínimo recomendado, no haga que la pared sea más alta que 6-8 veces su grosor.
Fortus 380 - Consulte la tabla sobre el grosor predeterminado de la carretera. Recuerde, el espesor mínimo de la pared debe ser de dos caminos.

uPrintSE plus - Para resolución de .01 '', espesor de pared mínimo de .04 ''. Para resolución de .013 '', espesor de pared mínimo de .052 ''. le recomendamos que tenga un espesor mínimo de 3 mm (.1 '' )
Stratasys PolyJet - .5mm (.02 '') pero tenga en cuenta que estas paredes serán débiles, así que tenga cuidado de no romperlas cuando retire el soporte
MakerBot : grosor de pared mínimo (0,42 mm) .02 '' le recomendamos usar .9mm (.04 '') [en el número de carcasas de uso de escritorio de MakerBot ]
Y luego está el tema del soporte.
Las piezas impresas con soporte interno deben tener un amplio acceso para eliminar el soporte (es decir, sin estructuras huecas cerradas). Si es posible, coloque orificios de acceso en al menos dos lados opuestos para permitir la extracción del flujo de fluido al imprimir con máquinas con soporte soluble. Evite el soporte en espacios reducidos o esquinas.
Con el soporte de ruptura, tenga cuidado al diseñar paredes delgadas o características para que no las rompa al retirar el soporte. En general, es una buena práctica orientar las piezas en la bandeja de compilación para minimizar la cantidad de soporte o disminuir la dificultad de retirarla.
-
Fortus 380 - Soporte soluble en agua.
-
uPrintSE plus - Soporte soluble en agua
-
Stratasys PolyJet: se elimina con un agua presurizada o un soporte soluble
-
MakerBot - Soporte separado, eliminado por herramientas.

2. Manufactura De Corte
¿Cuáles son los procesos de corte?
Los procesos de corte se emplean a través de la interacción mecánica de una herramienta con una pieza. Esto provoca la separación del material en las partes de contacto, eliminando material a modo de viruta. Los procesos más habituales son el torneado, el fresado, el taladrado o el pulido de superficies.
¿Qué se entiende por profundidad de corte?
La profundidad de corte o profundidad de pasada (p) es la profundidad de la capa arrancada de la superficie de la pieza en una pasada de la herramienta. Habitualmente se expresa en milímetros (mm). La anchura de corte (s), expresado en mm, es la anchura de la parte de la pieza implicada en el corte.

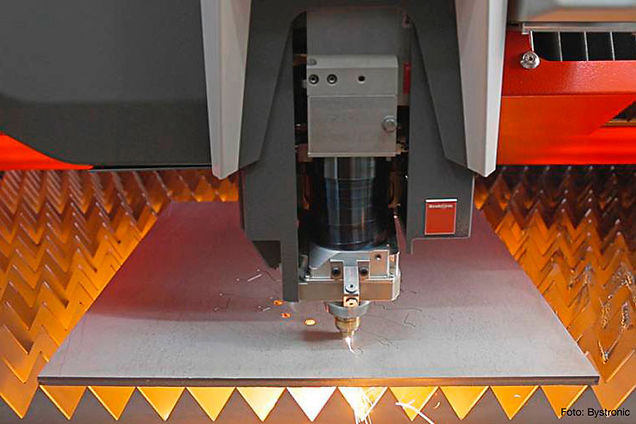
¿Cómo es el proceso de corte por láser?
El corte por láser se refiere a un procedimiento de separación con el que se pueden cortar materiales metálicos y no metálicos de distintos espesores. Se basa en un rayo láser que se guía, se conforma y se concentra. Cuando este incide en la pieza, el material se calienta tanto que se funde o se evapora.
El corte por láser se realiza por el intenso calor del rayo láser concentrado, el cual funde el material a trabajar en un área muy estrecha (0,2 mm o menos). Finalmente, la cabeza de corte, la lámina a procesar, o ambos se mueven para producir el perfil de corte requerido.
¿Cómo funciona el corte láser?
La cortadora láser se compone de distintas partes:
-
Resonador Láser: el haz de luz se crea desde un resonador, que es un tubo de cristal cerrado con dos espejos, uno enfrente del otro. El tubo está lleno de CO2 y otros gases como el hidrógeno, nitrógeno o helio. Cuando se inicia la máquina, se genera una descarga eléctrica que estos gases transforman en luz.
-
Cabeza de Corte: la luz rebota en distintos espejos que están posicionados de forma que el láser llegue a la cabeza de corte. Una vez que el haz de luz llega hasta aquí, pasa por una lente curva que lo magnifica y enfoca en un solo punto (esto es parecido a usar una lupa para hacer fuego con la luz del sol) que hace que sea capaz de cortar y grabar. Normalmente la cabeza de corte está asociada a un sistema mecánico con una cinta o cadena, que hace que pueda moverse con precisión sobre un área.
-
Distancia de Corte: siempre se mantiene una distancia entre el material y la boquilla por la que sale el láser. Esta distancia es muy importante ya que determina el punto de enfoque. Generalmente, cambiar este punto de enfoque afecta a la calidad del corte láser.
-
El haz de luz de una cortadora láser suele tener un diámetro de 0,1mm y 0,3mm y una potencia de aproximadamente 1-3 kW. Esta potencia se ajusta dependiendo del material y su espesor. Para cortar materiales reflectantes como puede ser el aluminio, se puede necesitar una cortadora láser de unos 6 kW de potencia. Esto es debido a que los metales tienen una gran capacidad de conductividad térmica y reflejan la luz, por lo que el calor (y por ende energía) aplicado tiene que ser muy alto para vencer estas barreras.
¿Qué tipos de corte láser existen?
Existen 3 tipos o variedades de corte láser a día de hoy:
-
Quemado/Reactivo: este tipo de corte láser usa el oxígeno como gas de soporte. Este gas se sopla sobre la hendidura del corte a grandes presiones. El material reacciona al oxígeno, se quema y se oxida. Esta reacción produce energía, que ayuda al láser a tener más potencia. Este tipo de corte láser se suele utilizar en metal.
-
Fusión: un gas inerte como el nitrógeno ayuda al láser a retirar el material derretido del área de corte mediante soplado. Esto hace que la energía necesaria para realizar el corte sea mucho menor. Este tipo se utiliza para metales en general.
-
Sublimación: un láser de alta intensidad evapora (sublima) el material, haciendo que se puedan cortar láminas con poco espesor sin necesidad de un gas de soporte. Este tipo de corte láser se utiliza para materiales no metálicos.
¿Qué aplicaciones tiene el corte láser?
Hoy en día, el corte láser se usa en muchas industrias distintas: desde electrónica hasta medicina, pasando por la industria automotriz y aeroespacial entre otras.
Una de las aplicaciones más comunes es la de cortar metal (acero, aluminio, etc.). Aunque el láser también se usa para cortar cerámica, silicona y otros no metales como cartón.
Quizás una de las más interesantes es el uso del corte láser para cirugía, donde el láser está sustituyendo al bisturí. Esto es especialmente útil en procedimientos que necesitan una gran precisión como la cirugía en los ojos.
Además, también se puede utilizar para crear envases que no sean blíster y bandejas, como cajas de cartón y de madera personalizados.
¿Qué beneficios ofrece esta tecnología?
El corte láser tiene distintas ventajas y beneficios dependiendo del uso que se les dé.
Las ventajas principales son la alta precisión y capacidad de producción que otorga. Además, las máquinas de corte láser son mucho más baratas que las máquinas de mecanizado (CNC). Por último, tienen también la ventaja de aceptar muchos tipos de materiales distintos y de ser un proceso que no necesita apenas manipulado por parte de una persona, por lo que reduce las posibilidades de contaminación (esto es especialmente cierto en entornos quirúrgicos).
Sin embargo, es un proceso que también tiene sus desventajas. Entre otras, el corte láser requiere una gran energía, por lo que la factura de la luz puede incrementarse notablemente. Además, existe el riesgo de que al vaporizar una pieza para su corte, se emitan gases tóxicos (sobre todo en el caso de plástico). Por último, los materiales más gruesos son difíciles de cortar con esta tecnología y existe el riesgo de que haya bordes con un ligero quemado característico corte láser. Fuente (https://solucionesdeembalaje.com/corte-laser-que-es/)
2.1 Ventajas del corte con tecnología láser
Entre las principales razones para usar la tecnología láser en los procesos de corte de piezas de chapa metálica en el sector industrial destacan:
-
Alta precisión: permite realizar cortes de distintas formas geométricas ya sean irregulares, finas o con contornos complejos. Es adecuado para el corte previo o recorte de material sobrante.
-
Versatilidad: se puede emplear para la separación de distintos materiales orgánicos e inorgánicos, entre ellos chapas metálicas o materiales que permitan construir piezas de distintas geometrías de láminas de acero, acero inoxidable o aluminio.
-
Agilidad: el proceso de corte con láser no es necesario disponer de matrices de corte para la fabricación de piezas y, además, permite efectuar ajustes de silueta.
-
Eficiencia: tras el uso del láser no es necesario realizar un procesamiento posterior de la pieza como el sellado o lijado, por lo que supone un ahorro de tiempo en el proceso de fabricación.
¿Qué materiales se pueden cortar con el láser?
La tecnología láser permite procesar multitud de materiales plásticos, textiles, orgánicos o metálicos.
En función de la maquinaria empleada y el material de la pieza, ésta se puede someter a distintos procesos como el corte, grabado, marcado, etc.
El corte láser permite procesar piezas de chapa metálica y materiales metálicos como:
-
Láminas de acero
-
Acero inoxidable
-
Aluminio
-
Aluminio anodizado
-
Cromo
-
Metales preciosos
-
Metal pintado
-
Latón
-
Cobre
-
Titanio.
VÍDEO: CORTADORA LÁSER

2.2 Tolerancias del láser: los ingenieros pueden especificarlas, pero si en realidad no las necesita, ¡está perdiendo dinero!
Publicado en 07/03/2019
Publicado por Hypertherm
Articles, Informativo, X-Definition, XPR300
Si bien el láser y el plasma cortan el metal mediante un proceso térmico, trabajan de maneras muy distintas. Independientemente del tipo (CO2 o fibra óptica), el láser usa un haz intenso y constante de luz monocromática creado por una emisión simulada de radiación electromagnética. Una de las ventajas de un haz de luz enfocado es que puede cortar en tolerancias extremadamente bajas. Hay menos variabilidad en el proceso. Por lo general, un láser puede soportar tolerancias dimensionales de la pieza a cortar por debajo de los 0,25 mm (0.01 pulg.).
*El plasma, por otra parte, utiliza un gas energizado al punto de la ionización para crear una arco superconcentrado que enfoca la energía a una temperatura extraordinariamente alta. Esto da como resultado tolerancias dimensionales de la pieza a cortar de unos 0,5 mm (0.02 pulg.)* si se utiliza un sistema de plasma con capacidad X-Definition®.
Hay puntos medios a considerar en cuanto a la tolerancia de la pieza y las especificaciones del proceso de producción, y uno de ellos es el costo generado por los requisitos innecesariamente estrictos – ¡las diferencias entre las tolerancias del láser y el plasma que se describen arriba son del espesor de una tarjeta de negocios común! Entonces, antes de pedir “calidad láser” o forzar actualizaciones en equipos e instalaciones de láser para adaptar los nuevos equipamientos, debería preguntarse: “¿realmente necesito tan poca tolerancia en esta pieza?”
Los costos ocultos de una tolerancia más baja
Como regla general, las tolerancias dimensionales más bajas generan un costo adicional en la operación de producción y el producto. Si la forma, el propósito o la función de la pieza realmente no requiere de una tolerancia más baja, estas especificaciones representan una carga para su operación con costos innecesarios que pueden reducir las ganancias o poner la empresa en desventaja con respecto a los competidores, ¡o ambas cosas a la vez!
Pedir tolerancias más bajas de las necesarias puede costarle dinero a su operación de las siguientes maneras:
-
El costo inicial de la herramienta que se requiere para lograr las tolerancias. En el caso de un láser en comparación con un sistema de plasma, X-Definition, XPR™, la diferencia del costo de inversión puede ser de varios cientos de miles de dólares. Las inversiones importantes pueden tener un impacto sobre el balance general y los gastos de depreciación de una compañía.
-
El costo del equipo de inspección. Las tolerancias más bajas, por lo general, se correlacionan con costos más elevados de los equipos de inspección. Si sus tolerancias se pueden controlar con una cinta de medir u otro equipo de baja tecnología, el costo de su equipo de inspección es mínimo. Si, por otra parte, sus tolerancias requieren de una herramienta de medición más sofisticada, como por ejemplo una CMM (máquina de medición por coordenadas), su costo de inversión podría ser tanto como unos $120 000. Peor aún, si especifica tolerancias que no puede medir con precisión, puede estar gastando dinero en algo que no está obteniendo.
-
Frecuencia de medición y capacitación necesaria para implementar el régimen de medición. En general, mientras más bajas son las tolerancias, más frecuentes son los requisitos de medición y mayor es la capacitación que se necesita para usar el equipo de medición. Si seguimos con el ejemplo que mencionamos antes, el nivel de capacitación y de pago que se requiere para un empleado que mide las tolerancias utilizando una cinta de medir es muy diferente del de un empleado que usa una CMM.
-
Recortes. Otro aumento de los costos está relacionado con los recortes. Se debe haber comprobado que el proceso que se usa para cortar cumple con las tolerancias especificadas. Si la capacidad es mínima, o si la capacidad puede disminuir con el tiempo, es probable que se produzca una tasa de recortes más alta.
-
Problemas con la cadena de suministro. Definir tolerancias más bajas también puede limitar su capacidad de subcontratar o de encontrar proveedores idóneos. Se puede reducir la competencia entre proveedores, lo que, a su vez, puede traducirse en un costo más elevado para usted.
-
Producción reducida. Un requerimiento de tolerancias más bajas puede significar la reducción de la velocidad de corte y la producción. Según el tipo de material y el espesor, el resultado podría ser costos operativos significativamente mayores y menos piezas producidas en cada periodo.
Para mejorar las ganancias, tenga en cuenta implementar un proceso DFM (diseño para la fabricación) riguroso con ingeniería y operaciones, para que las piezas tengan las dimensiones y las especificaciones correctas para las funciones que cumplen.
Por ejemplo, si una pieza va de la mesa de corte al área de soldadura, donde la tolerancia de soldadura puede exceder en gran medida la tolerancia dimensional permitida por la especificación de la pieza, es probable que las tolerancias bajas especificadas en el diseño de la pieza sean insignificantes.
No se deje engañar por el pensamiento de que “más baja es mejor” en lo que respecta a las tolerancias. Las especificaciones de la pieza deben considerarse teniendo en cuenta el costo de la pieza y los puntos intermedios de la funcionalidad para evitar inversiones y costos de fabricación innecesarios.
*Las tolerancias dimensionales pueden variar según el espesor del metal a cortar.
Publicado en 07/03/2019
Publicado por Hypertherm
Articles, Informativo, X-Definition, XPR300
PUBLICADO : OCTUBRE 26, 2019 POR WEBMASTER
2.3 Mantenimiento de la Máquina de Corte Láser
1. LIMPIEZA FRECUENTE DE LOS COMPONENTES DE LA MÁQUINA
Además de la importancia de mantener la zona de trabajo libre de polvo, para evitar que entre al equipo y perjudique el corte, también es importante mantener limpios otros componentes, como guías lineales, motores o racks. Para que sigan funcionando correctamente, es importante mantenerlos libres de basura o polvo metálico y, si es necesario, debidamente lubricados.
2. LIMPIEZA DE LOS DIFERENTES COMPONENTES DEL CABEZAL DE CORTE
Antes de cualquier intervención en los componentes del cabezal de corte, es importante limpiar cuidadosamente el cabezal con un paño suave y limpiar el área circundante para evitar la entrada de polvo.
Para garantizar la precisión del corte, el anillo cerámico y la boquilla deben verificar diariamente. Si la boquilla se daña por el rayo láser o después de una colisión, debe reemplazarse de inmediato.
También debe comprobarse el cartucho de la ventana de protección. Si la ventana de protección está sucia, no permite que el haz de luz pase correctamente, lo que dificultará su productividad. Para ello, retire con cuidado la ventana protectora y elimine la suciedad con un soplador de aire limpio. Si la ventana no se puede limpiar por completo, debe reemplazarse.
La lente de protección de la fibra (lente de colimador) debe ser sustituida cada dos años para evitar cualquier daño interno del cabezal de corte. El O-Ring del cartucho de la lente de protección debe ser sustituido cada año para evitar la entrada de presión de aire dentro del cabezal.
Atención: Todos los componentes del cabezal de corte deben manipularse con cuidado debido a su fragilidad.
3. LIMPIEZA DEL FILTRO
Limpie los cestos de recogida de polvo diariamente. En caso de uso intensivo del filtro, las cestas deben limpiarse varias veces durante el día. Los ciclos de limpieza de los cestos de recogida de polvo los define el operador de acuerdo con la carga de trabajo de la máquina.
Rodar 180 grados los cartuchos de aspiración, semanalmente para garantir una limpieza uniforme de los mismos.
En el caso de los filtros AEROm, utilizados en las máquinas de corte láser Motofil, después de 1500 horas de trabajo es necesario limpiar la cámara (zona del cartucho) y sustituir los cartuchos. Después de 6000 horas es necesario reemplazar las electroválvulas.
4. PROGRAMACIÓN DEL MANTENIMIENTO PREVENTIVO PERIÓDICO CON ENTIDADES CERTIFICADAS
Dada la solidez técnica de los componentes de las máquinas de corte por láser, siempre es importante mantener un cronograma de mantenimiento preventivo, con entidad certificada. Estos mantenimientos deben servir para comprobar otros puntos esenciales que, por su componente técnico, no pueden ser verificados por el operador del equipo.
CORTADORA LASER DE VINIL
Con una Cortadora Láser de nueva generación, puedes grabar o corta materiales de mediana densidad como MDF, vinil, cartón, fomy, tela o acrílico; para obtener los mejores resultados en acabado y estética, es necesario ajustar la potencia y velocidad en la máquina.
Con los parámetros correctos, se puede obtener un acabado perfecto gracias a que el rayo láser cauteriza, crea líneas y curvas en el corte con alta precisión, además de dejar el menor desperdicio de material. El objetivo de este blog es ayudarte a sacar el máximo provecho de tu equipo SIDECO, que te garantiza realizar trabajos desde una hasta miles de piezas 60% más rápido que con cualquier otra marca.
Los parámetros para realizar trabajos de grabado y corte con una Cortadora Láser, dependen directamente de las características del material a utilizar, por eso, a continuación te damos una lista que te ayudará a introducir los indicadores correctos en la máquina.
Realiza proceso de grabado con una Cortadora Láser
Si lo que se desea es un grabado en tono obscuro, lo que se recomienda es desenfocar el haz del láser a una distancia aproximada de 0.5 a 2mm, para hacer que el punto de corte sea más grande y reducir la potencia, ya que de esta forma el rayo creará una marca de color más intenso.
TIPOS DE VINIL
Vinilo
Es una lámina plástica, de pvc o cada vez mas de poliuretano, a la que se le ha aplicado un adhesivo en una de sus caras, el cual se protege con un papel siliconado (para que no se pegue).
El tipo mas habitual el es vinilo opaco, pero también hay translúcido (para rótulos luminosos) o sadblast (para hacer máscaras para chorro de arena), reflectantes, luminiscentes, etc. Los opacos se clasifican según su resistencia a la decoloración por luz solar, medida en años: 3, 5 o 7 suelen ser los habituales. Se vende en rollos de 25 o 50 metros de largo, en varios anchos a partir de 50cm. Algunos distribuidores lo ofrecen en servicio de corte por metros.
Vinilo Textil
Es una tipo particular de vinilo. Actualmente siempre de poliuretano, el adhesivo sólo actúa cuando se le aplica calor, generalmente 120ºC durante en 12 segundos (consultar con el fabricante). No necesita lámina protectora, pero en cambio lleva ya un transportador resistente al calor. Por ello, el corte se tiene que hacer en modo espejo, ya que se hace sobre la cara del vinilo que se pega a la prenda, ¡no sobre el transportador!
Además de los colores planos y metalizados, existen vinilos textiles con texturas y también flocados. Se suele vender en rollos de 25 metros de largo, en ancho de 50cm.
Vinilo de Impresión y Corte
Es un vinilo especial que se puede imprimir con impresoras que usen tintas solventes o ecosolventes. Resuelve el gran inconveniente de los vinilos en general, que son de un solo color y se han de combinar para conseguir diseños de varios colores.
El recortado suele hacerse por el contorno de lo impreso, lo que requiere usar plotters son lectores ópticos que puedan identificar la posición del diseño impreso para recortar correctamente el contorno. Actualmente existen máquinas impresoras y cortadoras a la vez, que hacen ambas funciones de una vez.
En el caso del vinilo imprimible textil, a diferencia de los otros vinilos textiles éste se tiene que pasar también a un transportador para aplicarlo.
Plotter de Corte
Sirve para cortar el vinilo según el diseño que queramos. Parece un plotter de impresión de planos en el que la plumilla ha sido sustituida por una cuchilla.
La cuchilla se mueve a lo largo de una guía mientras los rodillos hacen correr el vinilo atrás o adelante. Componiendo ambos movimientos se puede cortar a gran velocidad cualquier forma. El filo de la cuchilla siempre está orientado en la dirección de avance sobre el vinilo.
Lo sofisticado de esta máquina consiste en que a la cuchilla de corte se le puede dar una fuerza de corte, medida en gramos, como si colocásemos un peso encima de la cuchilla para que esta corte más o menos profundamente sobre el material, sin que llegue a cortar el papel siliconado, ya que según el tipo de vinilo elegido el espesor del mismo será distinto y unos serán más o menos "duros" que otros. También podemos variar la velocidad de corte de la cuchilla y rodillos para hacer un trabajo más rápido.

Corte Tangencial y Arrastre
Existen 2 tipos de plotters de corte, que se diferencian por la forma en que manejan la cuchilla de corte.
1. El plotter de Corte Tangencial controla la orientación de la cuchilla, que la orienta según el dibujo mediante un motor de posicionamiento. De esta forma se consigue mucha precisión en los cortes pequeños. A cambio, el proceso es más lento y ruidoso, ya que hay que levantar la cuchilla del material para hacer los giros (mediante un sistema de solenoide o electroimán).
VENTAJAS:
-
Mayor detalle y letras mas pequeñas
-
Materiales ultra-delgados y materiales rígidos
-
Ajuste de profundidad de corte mas preciso
2. En el sistema de Corte por Arrastre (en ingles Drag) la cuchilla es de cuerpo cilíndrico y gira “loca” (suelta) dentro del portacuchillas: se orienta según el sentido de corte, orientando el filo al movimiento. Esta forma de corte es mucho más rápida pero de menor calidad, sobre todo en los caracteres muy pequeños.
VENTAJAS:
-
Cortes más rápidos
-
Facilidad de uso
(solo se configura la presión)
SEMANA 08
¿Qué es el MDF trupan?
ARAUCO TRUPAN Tablero de fibra de densidad media (MDF), ideal para ser usado en la industria del mueble y en la construcción, facilita la creación de ambientes y mobiliario con acabados especiales. Está disponible en una amplia variedad de espesores para una excelente terminación.
Parámetros para cortar y grabar con láser
A continuación una breve y útil guía para probar el corte y grabado láser en diferentes materiales.
Los parámetros los podes ajustar según el tipo de trabajo que buscamos hacer, ya sea grabado o corte, y sobre el material que utilicemos.
También estos varían dependiendo el modelo de la máquina, lo mismo sucede con la potencia nominal del láser instalado en ella. Estos son los parámetros para las máquinas Laserpro.
Velocidad: de 0,1 a 100 en % (el 100% de velocidad es el valor de velocidad máxima que aparece en el catálogo de la máquina).
Resolución: de 125 a 1000 DPI (Se podría traducir como número de pasadas horizontales por pulgada vertical de grabado).
Frecuencia: de 30 a 1524 PPI (número de pulsos láser por pulgada de avance lineal del rayo láser).
Distancia de Foco: Varia según la boquilla colocada luego del lente. Normalmente se utilizan Lentes de 2" ( 50,8 mm )


AL FIN LLEGARON PRIMERAS IMPRESIONES EN 3D (27 ABRIL 2022)
RUEDA CARRITO RC


5 consideraciones para tu diseño en corte láser
cortesía: (https://blog.330ohms.com/2016/09/19/711/)
Mientras que el corte por láser ofrece muchas ventajas como una buena precisión de corte, repetibilidad, y rentabilidad, hay algunas cosas que debes considerar antes de intentarlo para tu proyecto. Estas consideraciones son importantes si deseas usar nuestro servicio, o utilizar un cortadora láser en casa.
1.- Las cortadoras láser solo soportan archivos en vectores
Fotografías simples o dibujos no vectorizados no son suficientes para crear un objeto mediante corte láser porque no contienen la información necesaria para permitir que las máquinas las corten o graben. Lo que necesitas es un archivo en vectores.
¿Eres nuevo en el diseño CAD? Puedes encontrar archivos ya hechos en vectores en sitios web dedicados o pedir que los haga un diseñador. Sin embargo, es fácil crear tus propios archivos vectoriales con software como Adobe Illustrator, Inkscape, o Sketchup. Sin importar el software que uses, no debes olvidar las directrices de diseño que deben ser respetadas, dependiendo del material que quieras utilizar. Finalmente, asegurate que tu diseño está en el formato correcto para que puedas enviarlo al servicio de corte con láser.
Por ejemplo, en 330 Ohms, se aceptan archivos vectoriales en formato .DXF, .DWG, .AI, .SVG, o .PDF vectorizado.
2.- Encuentra el material correcto para tu proyecto
Cada proyecto es único y cada diseño necesita encontrar su material adecuado para convertirse en un objeto. Para ello, necesitas ser consciente de las propiedades de cada material. Si tu proyecto va a estar expuesto al calor o a la humedad, es posible que quieras evitar el cartón o el MDF y considerar más el acrílico. Por el contrario, si tu presupuesto es limitado o quieres probar un diseño de prototipo, el cartón puede ser buena opción.
También debes tener en cuenta el corte que el láser crea al pasar sobre el material y cómo tu material reaccionará al calor del láser (marcas de quemaduras, grietas, etc.). Si quieres saber más sobre los diferentes materiales y sus propiedades, Sculpteo lanzó su e-book «La última guía para corte láser«, disponible gratuitamente en su sitio web.
3.- Convierte un diseño amigable con corte láser en uno a prueba de corte láser
Una vez que tu diseño está listo, ¡reformúlalo! ¿Es adecuado para corte láser? Partes estrechas, detalles superfluos, superficies anchas grabadas, podrían dañar el resultado final de tu pieza o aumentar el precio de tu diseño. Ten en cuenta que si optimizas la línea de trabajo, obtendrás recortes más rápidos y ahorrarás dinero.
En primer lugar, los diseñadores inteligentes averiguarán la mejor manera de maximizar el uso de materiales. Mira cuidadosamente tu diseño y descarta todo lo que pueda considerarse superfluo. También debes eliminar las líneas dobles. ¡Un láser, tan potente y preciso como puede ser, no tiene un cerebro y no sabe que no quieres cortar la misma línea dos veces! Puede parecer obvio, pero ten cuidado al crear tu diseño en un software. Las fuentes también deben estar vectorizadas, de lo contrario no se incluirán en el patrón. Por último, recomendamos encarecidamente reducir el grabado raster tanto como sea posible,
ya que es la operación que consume más tiempo.
4.- Ten en cuanta el kerf cuando diseñas para ensamblajes
Una de las cosas buenas con el corte láser es que las piezas que se cortan se pueden montar fácilmente. Para hacer eso debes planear un espacio mínimo entre cada una de las piezas a montar. Asegúrate de hacer tu diseño de una manera que permita el espacio para el kerf.
Si deseas que tus objetos encajen entre sí debes tener en cuenta el kerf, lo que significa sustraer la mitad del tamaño del kerf al parámetro del marco y agregar la otra mitad del kerf a la parte interna. Lleva algún tiempo, pero esa es la única manera de preparar un proyecto.
Si deseas que las piezas encajen entre sí y asegurarte de que se mantengan conectadas, necesitas absolutamente añadir en nodos. Los nodos son pequeñas protuberancias situadas en las ranuras o lengüetas de una pieza, que permiten compensar las variaciones de grosor del material y el kerf. Los nodos se comprimen cuando las piezas se ensamblan y concentran la fricción en puntos específicos en lugar de toda la superficie de la ranura. De esta manera, las ranuras pueden ser más grandes sin desprenderse, permitiendo que las piezas permanezcan juntas.
Para asegurarte de que las piezas permanezcan fijas, debes colocar los nodos de cada lado de la ranura opuesta a la otra. Dependiendo de la longitud de la ranura, puedes colocar varios nodos. Esto minimizará la tensión que podría ocurrir si los nodos no estuvieran alineados o si falta uno. Deben ser lisos y suficientemente largos para facilitar el enclavamiento. Dependiendo de la densidad del material, la anchura de los nodos puede ser aumentada o disminuida. Cuanto mayor sea la densidad del material, menor será el ancho de los nodos.

5.- El corte láser también puede ser bueno para objetos en 3D
¡El corte láser y la impresión en 3D son maravillosas técnicas de fabricación digital! Libertad de diseño, tarifa de montaje muy baja, velocidad … tantas ventajas con las que puedes jugar. Ambas técnicas representan una herramienta poderosa, útil para diseñadores que ahora necesitan diseñar, prototipar, iterar y producir rápidamente. Y es un verdadero placer crear productos que combinen estas 2 técnicas. Pero debes ver más allá.
Como sabes, el corte por láser te permite crear formas 2D, pero también puede utilizarse como una solución eficiente para crear objetos 3D. A veces puede incluso adaptarse a tu idea de diseño mejor que la impresión en 3D. El uso de piezas cortadas con láser para la producción requiere pensar en 2D para montar en 3D. Diseñar en 3D mediante el uso de corte láser puede parecer un desafío cerebral, pero puede ahorrarte mucho dinero.